
倣い(ならい)加工を知りたい、やってみたい皆様こんにちは!倣い加工って聞きなれないけどどんな加工?DIYしていても同じ形の木材がほしいな~と思ったりする事は、ありませんか?
倣い加工を知ることが出来れば一旦テンプレートを作ってしまう事で連続で同じ形状の木材を製作する事が出来ます。
✓本記事のテーマ
この記事を読めば倣い加工がどのような性質の作業なのか?綺麗に仕上げるためのポイントを知ることが出来ます。
テンプレートガイドを準備する
テンプレートとは、これから複製する形状の型の事。
テンプレートガイド製作
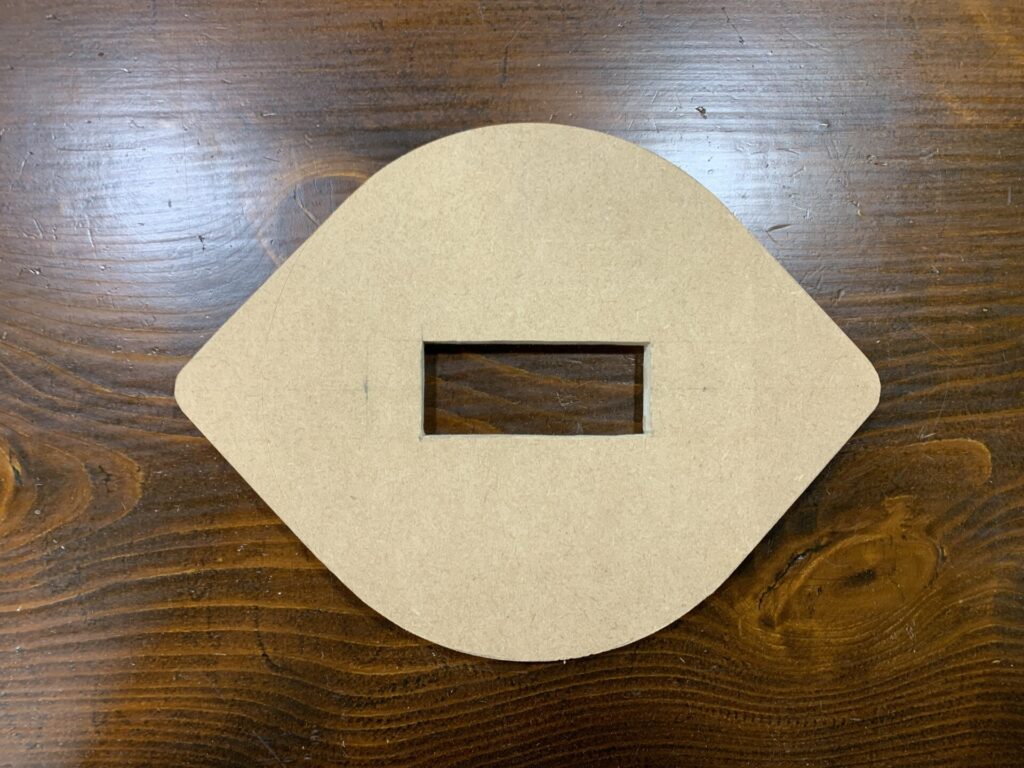
今回用意したテンプレートは、MDF材(厚さ10mm)で作った。10mmで作った理由は、後述します。大きな円形の形状は、トリマー治具で切り取りした。詳しくは、こちらの記事で
外周の直線部分は、丸ノコでカットし左右の角丸は、大まかに丸ノコでカットし平型の棒ヤスリで仕上げた。この型が元になって複製していくので歪んだら複製品も歪むので慎重に。
MDF材は、筋(木目が無く)が無く細かく粉砕した木材を板状に成形した合板で筋が無いため思った形状に加工しやすくテンプレート製作には、おすすめの材料です。但し水には、弱い。
テンプレートガイド製作を補助する物
コーナー部分を丸く切るのも倣い加工だがデザイン性が高い形状を表現するのも倣い加工の得意とするところ。
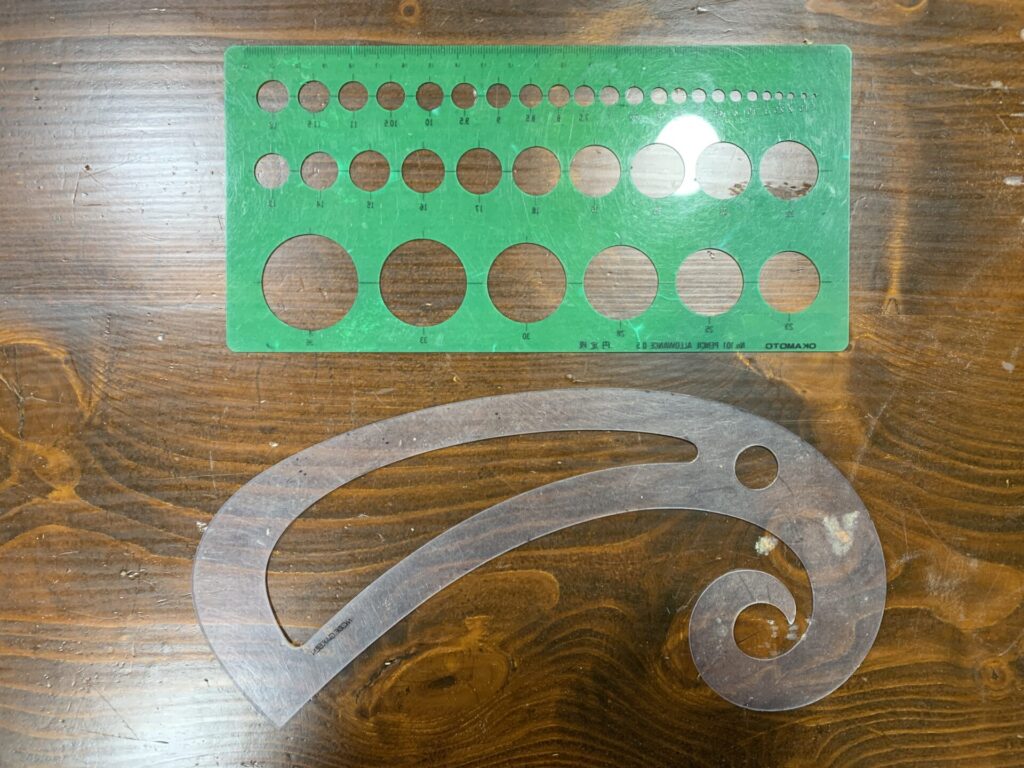
型を作るのに補助する道具を紹介すれば単純に円を作ったり角を落とすための「円定規」や複雑な形状を表現できる「フレンチルーラ」などが便利だ。
シンワ測定さんの円定規は厚みがある物を選ぶことが出来て丈夫です。それとフレンチルーラーは、こちらから覗けます。

これらを使えれば直感的にこのようなデザインの加工の補助になります。
同じ形を作りきれない形状

倣い加工での主役は、トリマーとフラッシュトリムビットというビットなのだけどフラッシュトリムビットの直径で掘るコーナー部分の鋭角は、出せないので棒平ヤスリなどで角張った部分は、出さなければならない。
それと今回使ったフラッシュトリムビットは、ビットセットで付いてきた直径9mmのビットだがこれより狭い箇所などは、反映する事が出来ない、最小径が6mm程度が流通している一般的なものになる。
倣い加工をする
テンプレートから形を書き写す
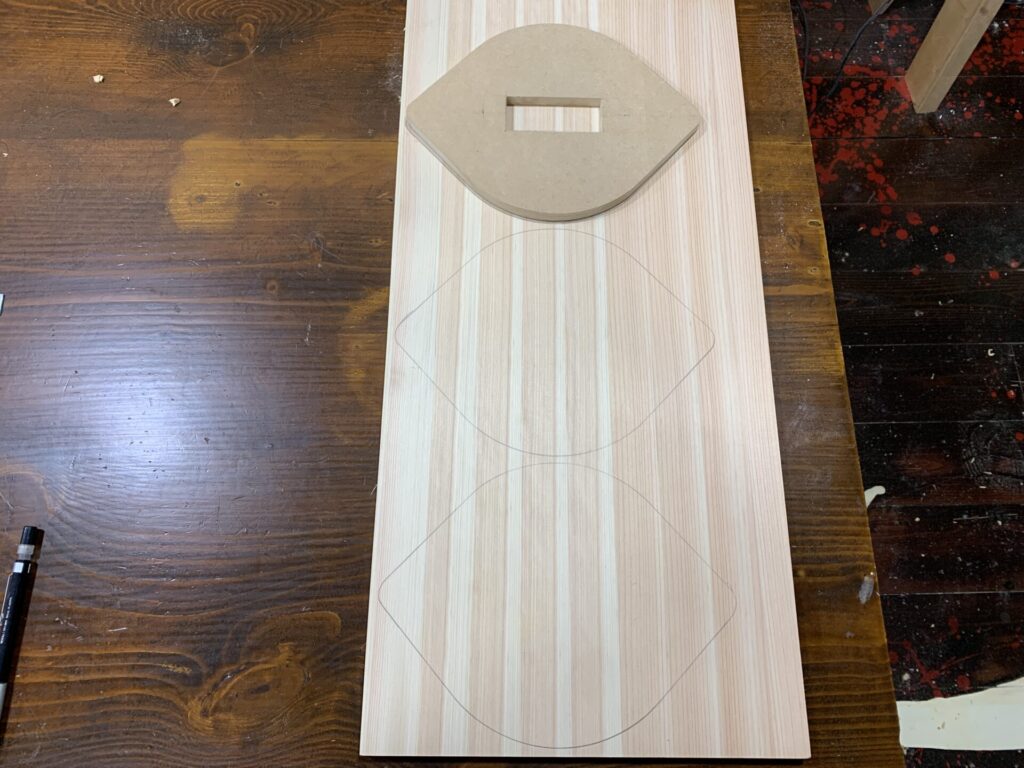
使った材料は、ヒノキの集成材の厚さ9mm、テンプレートから外枠を写します。
余分な部分を切り落とす

次にテンプレートの外側のぎりぎりを切り出します。ぎりぎり切るのは、この後のトリマー作業の抵抗を少しでも減らすためでそれがしは、形状的にジグソーを選択しましたが切り取れればなんだってOKです。
倣い加工をしていく
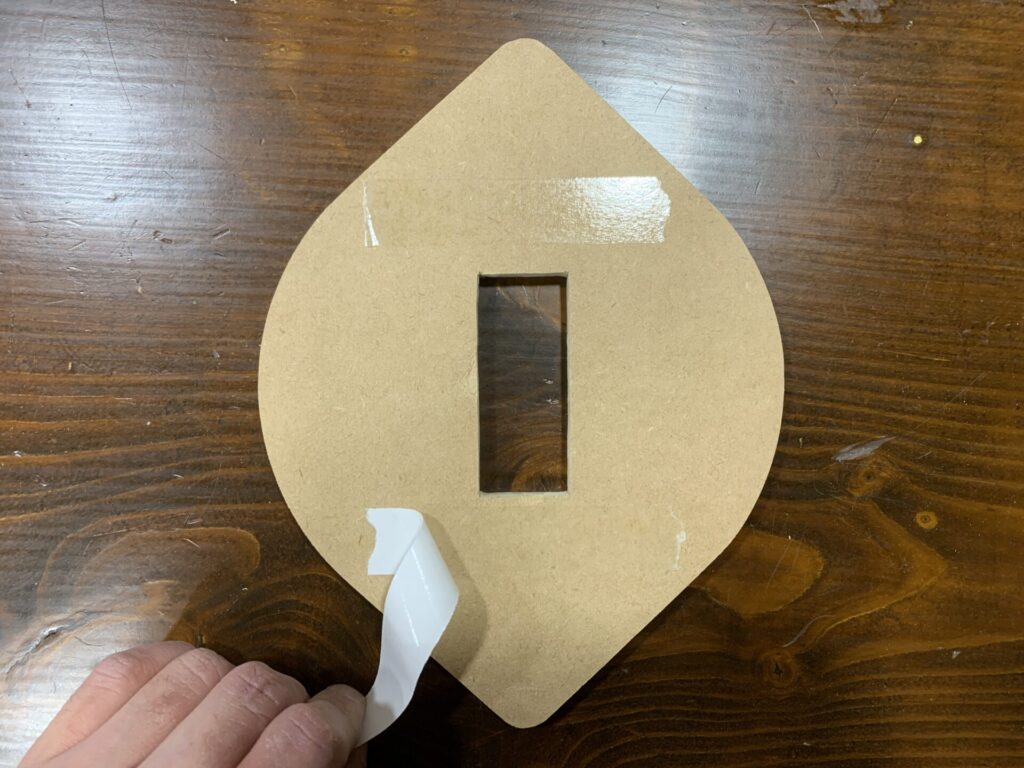

両面テープでテンプレートと先ほど切った材料を接着します。意外とくっつくので沢山貼る必要は、ありません。

上が倣い加工される材料で下がテンプレートです。MDF材の厚さ10mmで作った理由は、10mmの厚さを確保する事でベアリングが机に接触しないようにするためです。

反時計回りでトリマーを動かし、ベアリングがテンプレートに接地してるのを確認しながら飛び出している部分を切っていけばテンプレートと同じ形が切り出せて外周の完成です。
内側を倣い加工する


今度は、内側を倣い加工してみます。テンプレートに穴を空けその材料にも枠内にトリマービットが通るほどの穴を空けます。
ショートビットで穴を空けますが穴開け過程で材料が割れるのは、あるあるなので割れてしまわないよう穴掘り時ドリル先端だけ飛び出したら掘るのをやめ裏側から貫通したドリル穴をめがけて再度掘りなおせば破損なく穴を空ける事が出来ます。
雑すぎわろたですが、外側ギリギリに穴を空けようとして穴がずれて枠の外に行ってしまうのは、不味いので内側気味に穴掘りします。沢山穴を空けたのは、トリマーの負荷を軽減するためです。

同じ手順で切り出しますが、内側を切り出す際は、今度は、時計回りに切り出しします。
なぜ内側は、時計回りになるのかというとトリマーの刃の回転が時計回りで回るので材料に向かって刃を押していく必要があるのと刃の回転と進行方向がかみ合ってしまうと抵抗が起きた際、進行方向のトリマーが勝手に走ってしまい材料を荒らしたり破壊したりします。
断面に毛羽立ちが目立ちますが材料の外側から内側にやすりがけしてあげると綺麗になってくれます。ちなみに400番手を使っております。

角の部分は、トリマーで除去できないので棒平ヤスリで角を出しました。これで一通りの倣い加工が完成です。
綺麗に仕上げるためのテクニック①設計
実は、焦げ付いたり破壊したり荒れたりするのは、設計段階でかなり抑えられる。
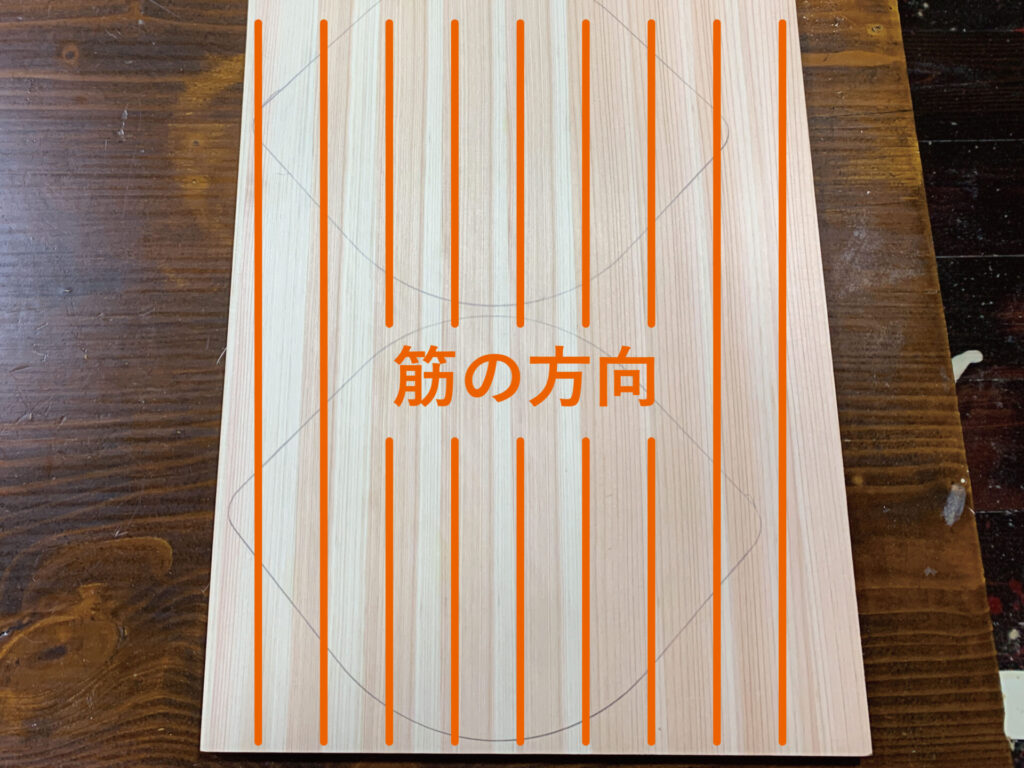
今回うっすら見える、目のような横長のデザインを筋の方向対して垂直に配置している。この設計は、実は悪手、何故かというと切断しなければいけばい木の筋が大くなるためだ。
木の筋は、切る時に大きな抵抗を生み出す、倣う加工面が長い方をなれべく筋(木目)に従って配置するのが綺麗に加工するための理想です。
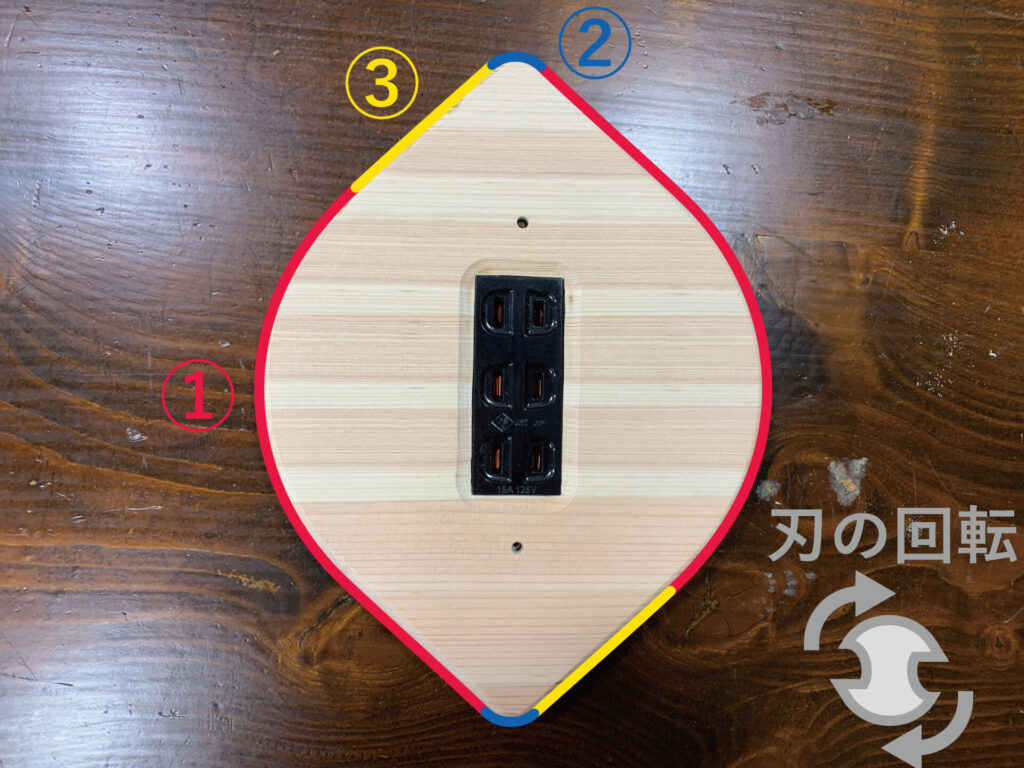
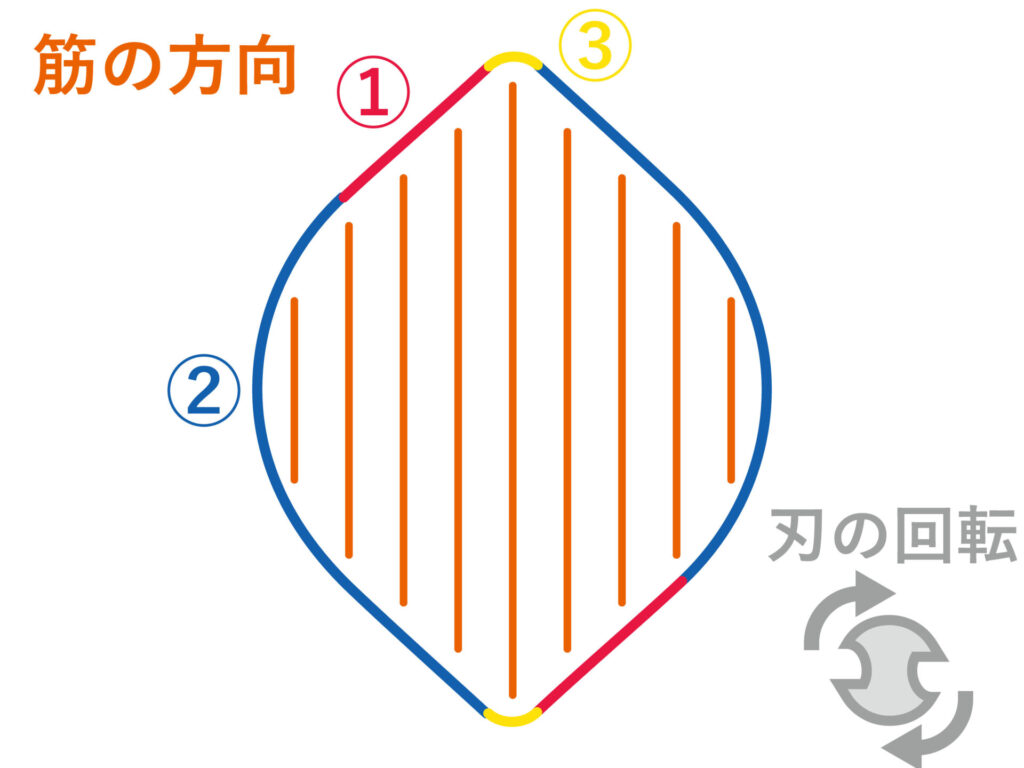
上の図は、トリマーでカットした際、筋の方向の違いでトリマーの苦手範囲がかなり主観だけど、どの程度変わるか分かりやすく色分けした図です。
①は、最も危険な箇所で刃の回転に対して筋の方向に逆目にカットしていく箇所&切る筋の数が多いため最もトリマーに抵抗が掛かりやすく回転速度が落ち殴るような形なり、破壊する荒れる焦げるが最も発生しやすい箇所となる。
②は、平常運転でOK。最も切る筋の量が少なく、刃も筋に対してほぼ順目で入っていける箇所。
③は、①の次に危険で筋が刃に対して逆目してないけど沢山の筋をカットする箇所、様子をみてちょんちょん切りましょう。
写真2枚目では、筋に対して材料を縦にとるか横に取るかで切りやすさがかなり変わってくる可能性があるという事を色で示しています。最初は、分かりやすい長方形で考えると分かりやすいです。
綺麗に仕上げるためのテクニック②トリマーの物理学を知っておく

トリマーは、ビットが高速回転して木材をカットしていく原理だけど、それがしが使っているマキタRT50Dは、最大掘削深さは、3mmと記してある。これは、溝を掘る深さの事だけどその能力を超える作業では、不具合が起きやすくなる目安になる。
トリマーは、高速で回転してるほどスパっと切れて断面がつるつるになる。しかし筋を切るなどの抵抗が掛かり連続で切る内に回転する速さが落ちて殴っている形になり材料が荒れる。
そして筋を切る時に熱を貯めやすい。熱が溜まると材料が焦げる。焦げるのは、構造的に熱をためやすい箇所でも発生します。
それらを避けるには、一番にトリマーを材料に押し付けるので無くちょんちょんとカットしてビットのトップスピードを維持する方法『切ってスピード落ちる⇒離して加速させる…繰り返し』が有効だと思っている。
次点で焦げについては、トリマーに付いている変速機能を使って回転速度を下げれば熱を持ちずらくなくなるが回転速度が落ちスパッと切れないため木材が荒れ気味になると考えている。なのでやばいところは、ちょんちょん切るのがそれがしの流儀になっている。

同じ形状でもトップスピードを保ちながらちょんちょんカットしていけば焦げ無しで切れるようになる。それでも焦げるような場合は、刃の回転側を落とすのが有効。
綺麗に仕上げるためのテクニック③ひっくり返して切る


今、紹介してきたベアリングが先端についていたフラッシュトリムビット。だけど根元にベアリングが付いたベアリング付きストレートビットとと言うんだけどこれを使ってテンプレートと材料をひっくり返してしまえば苦手箇所を無くしてしまう事が出来る。
単純に先に紹介した図の加工しやすい青い線を増やし赤線を減らす加工ができる。絶対に失敗したくない時や堅木などを相手にする時は、有効。
この方法だとベアリングが根元に来たことによって安定感が欠ける傾向になるので注意、下に紹介するトリマーテーブルがあればこの問題を簡単に解決してくれたりする。
先端と根本両方にベアリングが付いているビットもあるけど材料の厚さを限定するのでプロ用かなと考えています。
トリマーテーブルがあると便利

今回のように倣い加工する材料がサイズ的に動かしやすければトリマーテーブルがあると最強。トリマーを手で持って加工すると作業中に傾く可能性がいなめなくなるがトリマーテーブルを用いれば圧倒的安定感を得る事が出来る。
厚い材料の倣い加工について
厚い材料の加工は、フラッシュトリムビットだけで加工すると切る面が増えてまとめてカットしようとすると抵抗が大きく焦げ付きや荒れの原因となりやすい。なのでベアリング付きストレートビットを重ねて使っていくのが堅実だと思う。
トリマーを用いた厚切りについては、こっちの記事の「円切り治具を用いて厚切りをする方法」の章で解説しています。テンプレートがあれば円切り治具は、必要なく応用して厚切りできます。

更に面取り装飾を施す
倣い加工した後の作品を面取り綺麗に仕上げてみました。
ボーズ面ビット・サジ面ビットで面取りする

テンプレートを外して外側をボーズ面ビット、内側をサジ面ビット削り装飾をしました。

まだ途中ですがこの作品は、コンセントプレートになる予定です。
この記事では、ビットセットと別にベアリング付きストレートビットを使いましたがビットセットでもかなり戦えます。おすすめの「ビットセット」と「ベアリング付きストレートビット」のリンクを貼って置きます。
ビットセットについては、タイムセールで¥6,400を狙えます。ベアリング付きストレートビットは、あてにしてませんでしたが思ってたよりかなり良く\2,400で4本付きです。「フラッシュトリムビット付きの計4本」でも良かったなと今では、思います。
それがしアマゾンプライム会員で運送料無料で注文するのですが月額600円で複数回買い物するDIYyerさんならすぐ元取れるのでおすすめです!
加えてプライムビデオも見れます。それがしおまけだと甘くみてましたが暇な時に見てみたら[推しの子、劇場版〇〇]とか色々見れます。無料で!リンクから登録すると1000円分のポイント貰えますよ!そしてそれがしのDIYもはかどります。
これにて今回の記事は終了でございます。最後までのご閲覧ありがとうございました!みなさまの倣い加工が無事成功しますよう!
コメント